随着城市更新、旧城改造、基础设施建设及住宅装修市场持续发展,建筑装修混合垃圾产生量不断增长。这类废弃物成分复杂,通常包含混凝土、砖块、木材、塑料、金属、石膏板、包装材料及渣土等,若采用传统填埋或简单堆放方式,不仅占用大量土地资源,还容易造成资源浪费和环境污染。

洁普智能环保依托丰富的固废资源化项目经验,推出建筑装修混合垃圾资源化处理解决方案,通过"预筛分+破碎+多级分选+资源化利用"工艺,实现建筑装修混合垃圾的高效分离和循环利用。根据不同项目需求,可提供固定式集中处理生产线及移动式现场处理系统,满足拆迁垃圾、装修垃圾及建筑固废资源化利用需求。
一、适用物料范围
本方案适用于各类建筑装修混合垃圾及建筑拆除废弃物,包括但不限于:
- 混凝土块、水泥块
- 红砖、加气砖、瓦块
- 天然石材、大理石、花岗岩边角料
- 废木材、模板、木方
- PVC管材、塑料制品、包装膜
- 石膏板、硅酸钙板
- 钢筋、废钢、铁丝等金属
- 门窗框、铝型材
- 装修废旧家具
- 渣土及细料
针对不同地区建筑装修垃圾组成比例,洁普可根据物料特性和资源化目标,灵活配置破碎、筛分及分选设备,提高资源回收率和经济效益。

二、固定式产线工艺流程
固定式建筑装修混合垃圾处理生产线适用于大型资源化利用中心及长期运营项目,整套流程主要包括预筛分、多级破碎、智能分选及资源化利用四个阶段,全程采用密闭输送及除尘系统,满足绿色环保生产要求。
- 预筛分:混合垃圾进入系统后,通过滚筒筛或弛张筛分离细渣土、大块物料及轻质杂物,提高后续处理效率。
- 多级破碎:砖块、混凝土等硬质物料经颚式破碎机进行粗碎,再进入反击式破碎机整形破碎,生产高品质再生骨料。
- 复合分选:采用磁选机、轻物质分离器、风选机及振动筛等设备,对金属、木材、塑料等不同物料进行高效分离。
- 资源化出料:根据粒径和材质分类产出再生骨料、废金属、木材、塑料、RDF替代燃料及渣土,实现资源分类利用。
整套生产线自动化程度高,可连续稳定运行,减少人工分拣工作量,提高资源利用率,广泛应用于建筑垃圾资源化利用中心及装修垃圾处理项目。

三、移动式产线工艺流程
对于城市拆迁、道路改造、园区建设等需要现场处理的项目,移动式建筑垃圾处理设备能够快速部署,无需建设固定厂房,实现建筑装修垃圾就地处理、就地利用。
- 现场混合垃圾上料
- 移动筛分除杂
- 车载磁选除铁
- 移动破碎加工骨料
- 风选分离轻物质
- 现场资源化利用或分类运输
处理后的再生骨料可直接用于道路基层、场地回填及临时道路建设,大幅降低运输成本和处置费用,提高工程建设效率。

四、资源化利用方向
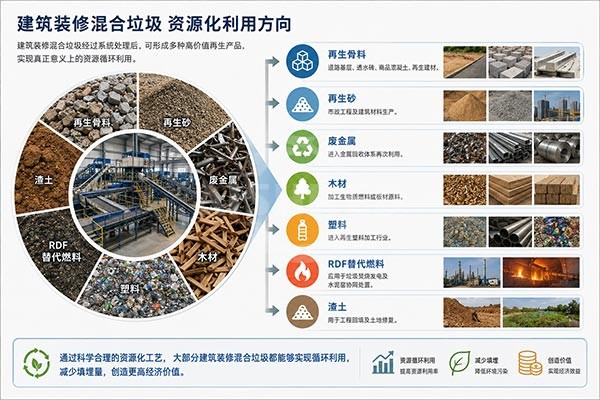
建筑装修混合垃圾经过系统处理后,可形成多种高价值再生产品,实现真正意义上的资源循环利用。
- 再生骨料:道路基层、透水砖、商品混凝土、再生建材。
- 再生砂:市政工程及建筑材料生产。
- 废金属:进入金属回收体系再次利用。
- 木材:加工生物质燃料或板材原料。
- 塑料:进入再生塑料加工行业。
- RDF替代燃料:应用于垃圾焚烧发电及水泥窑协同处置。
- 渣土:用于工程回填及土地修复。
通过科学合理的资源化工艺,大部分建筑装修混合垃圾都能够实现循环利用,减少填埋量,创造更高经济价值。
五、方案优势
- 适应性强:可处理砖石、混凝土、木材、塑料、金属等多种混合物料。
- 自动化程度高:PLC智能控制,运行稳定,减少人工投入。
- 模块化设计:可根据处理规模灵活组合设备,方便升级扩产。
- 资源回收率高:采用多级筛分及智能分选技术,提高可回收物利用率。
- 环保节能:整线配备除尘系统,有效控制粉尘排放,满足环保要求。
- 运行成本低:设备维护方便,关键部件耐磨耐用,降低运营成本。
六、一站式服务支持
洁普智能环保不仅提供成熟的建筑装修混合垃圾处理设备,更可根据客户物料组成、处理规模、投资预算及场地条件,提供定制化整体解决方案。
- 项目咨询与工艺设计
- 整套设备制造与供应
- 生产线安装调试
- 人员培训与技术支持
- 智能控制系统集成
- 备件供应及售后服务
无论是固定式资源化利用中心,还是移动式现场处理项目,洁普均可提供专业、高效、可靠的一站式服务,帮助客户快速建成稳定运行的建筑装修混合垃圾资源化处理系统。

七、为什么选择洁普建筑装修混合垃圾处理方案?
近年来,随着国家持续推进建筑垃圾资源化利用和"无废城市"建设,建筑装修混合垃圾处理正从传统填埋向资源化、高值化利用转变。洁普智能环保凭借丰富的项目经验和成熟的设备体系,已为国内多个地区提供建筑固废资源化整体解决方案,设备运行稳定、分选效果优异,能够帮助客户实现降本增效、提高资源回收率,并创造持续的经济收益。
如果您正在规划建筑装修混合垃圾资源化项目,或希望升级现有生产线,欢迎联系我们。洁普智能环保将根据您的物料特性、处理能力及场地条件,为您量身定制更适合的建筑装修混合垃圾处理解决方案,共同推动建筑固废资源循环利用。



